

河北不锈钢管固溶设备-不锈钢管固溶设备加工-晶辉电气加热设备
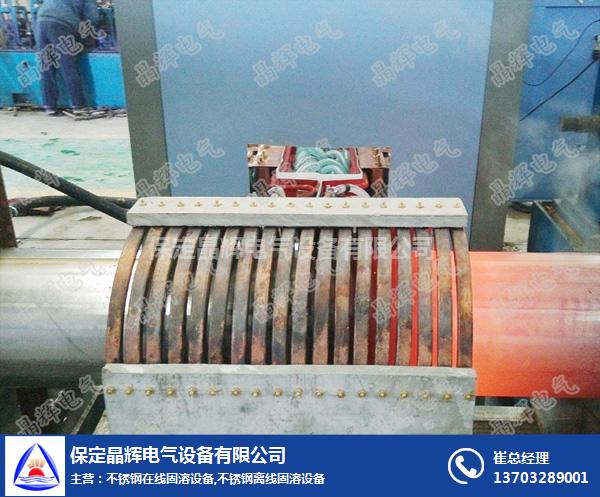
不锈钢管固溶设备特点:
1、节能,降低电能消耗;
2、环保,无需酸洗工序;
3、提高效率,降低劳动成本;
4、与离线退火相比,占用空间更少;
5、钢管表面十分光亮,不会产生鳞片;
6、钢管的直线度好,变形现象减少到低限度;
7、生产线直接出成品,无须额外处理及机械加工过程。
管接头的焊接
管接头的焊接就是把管子焊接到管板上。焊接连接管接头的强度往往超过管子本身的强度,具有比胀接高得多的连接强度。即使在高温状态下,例如在高于300℃的操作条件下,其强度和连接致密性亦仍然可靠。因此,当工作介质为易燃、易爆和有毒时(或高温高压情况下),大多采用焊接连接。
管板孔径等于管子内径时,孔间距因进一步减小而可布置较多的管子,例如以?13×1.25mm的管子为例,采用内孔焊后孔间距可以减少四分之一,即同样大小的管板,其布管数增加24%,从而大大地提高了换热面积。如果管子数量不变,热交换器的筒体直径亦可减小,设备则更为紧凑。







保定晶辉电气设备有限公司是一家颇具有实力的感应加热设备生产企业。公司自创立以来,以倡导节能,环保,安全,高效为企业宗旨。把品牌建设作为企业的一项重要战略举措,以质量创建品牌,以品牌推动质量。主营不锈钢管固溶设备。


换热管
在本设计中换热管是采用碳素钢,碳素钢换热管管端外表面应除锈,用于胀接时,管端应呈现金属光泽,其长度应不小于二倍的管板厚度。
在换热管拼接时,应符合以下要求:
(1)对接接头应作焊接工艺评定试件的数量、尺寸、试验方法按JB4708规定;
(2)同一根换热管的对接焊缝,直管不得超过一条;
(3)管端坡口应采用机械方法加工,焊前应清洗干净;
(4)对接后应用14.25mm直径的钢球对焊接接头进行通球检查以钢球通过为合格;
(5)对接接头应进行射线检测,抽查数量应不少于接头总数的10%,以JB4730的Ⅱ级为合格;如有一条不合格时,应该加倍检查;再出现不合格时,应该全部检查。
(6)对接后的换热管,应逐根进行液压试验,试验压力为设计压力的2倍
1、目的:
1.1 为了更好的保证设备正常运行,有效保证顺利生产,满足产品要求。
1.2 对设备进行有效保养。
1.3 编写合理的操作指导,确保生产计划和产品质量要求的达成。
2、使用范围:
焊管生产:制管部。
3、细则:
3.1 各班交接时确保有效的不锈钢管固溶设备外部清洁,并有相关清洁记录。
3.2 上班前与交接班准确掌握好机台运作情况及时协调保证正常生产。注意水、气、电开启与否,打磨页轮、锯片、切割台是否正常。




